全自动数控多轴排钻系列配置工业控制计算机与运动控制卡硬件结构,采用运动控制卡+伺服电动机的控制结构,计算机与运动控制卡通过PCI总线通讯,预留网络通讯接口,可以很好地配置排钻系列31-35个运动轴的8-9排钻,通过排钻CAD软件和多轴排钻控制软件,兼容人工输人钻孔参数和通过排钻CAD文件导人方式,对多排钻盒的钻孔位置进行运动规划,最优多轴运动控制,自动实现钻头位置调整,有利于提高调整速度和钻孔定位精度指标。
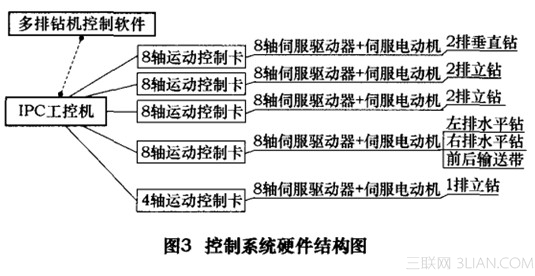
1 、控制系统硬件结构
如图3所示,为本方案的控制系统硬件结构。整个控制系统由一台IPC(工控机)控制,在1PC的PCI扩展槽上址多可插有5块八轴点位运动控制卡,共可控制40个伺服轴,80个数字量输人点和80个数字址输出点。
工控机中的系统控制软件通过PCI总线给运动控制卡发出控制指令,并获取反馈,控制相应元器件按照程序控制完成相关的功能动作,实现设备的正常工作。
2 、控制系统软件结构
本方案拟开发的控制系统硬件运行环境为PC机,软件运行的操作系统平台为Windows XP。软件开发平台为Visual c++6.0,采用面向对象编程技术。软件采用图形化界面,触摸操作方式,界面分辨率为1 024*768或800 x 600。软件运行需运动控制卡动态库支持。软件将对CAD编辑的文件进行处理。如图4所示,为软件的总体结构框架。软件内部的模块按层次划分,可分为接口层、中间调度层和硬件控制层。
2.1接口层
接口层处理软件与上层外设或用户的交互,包括文件处理模块、人机交互模块以及通讯模块。文件处理模块用来处理CAD文件数据。如图4所示,处理模块从移动存储介质或网络中获取CAD数据文件,并解释成特定的数据结构,供系统调度模块使用;也可将CAD文件或处理完成的数据文件保存到CAD文件库 (部署在IPC上)中存档,以便再次调用。
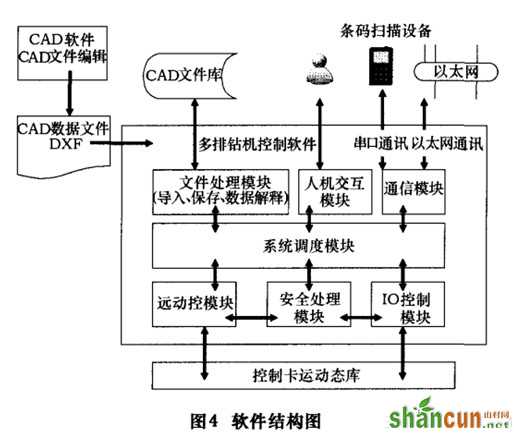
人机交互模块用于实现用户与控制软件之间的交互,包括界面处理、指令输人、信息显示等功能。通讯模块为预留接口,包括串口和以太网通讯方式,可用于未来挂接条码扫描设备以及连人到工厂的以太网中。
2.2中间调度层
中间调度层用于对系统软件中的各个模块进行调度和控制。包括系统调度模块和安全处理模块。
由于机器有上、下、左、右4个面的钻排的运动,上面的垂直钻和下面的立钻各有多排排头,在机器的横向会出现多排钻盒同时运动的调整。因此,在各轴运动、回零时,必须避让排头的碰撞,同时,预先计算纵横位置、垂直钻/立钻相互间的最小距离,规划彼此的运动次序,避免垂直钻/立钻与左右水平钻的干涉等等。这需要多变量预测控制算法,同时也加人安全规则的调节。
2.3硬件控制层
硬件控制层包括运动控制模块、I0控制模块,它们直接调用控制板卡动态库中的函数,实现对各电动机和I0设备的控制。控制包括自动和手动两种模式,并对两种模式的运行过程进行全程安全监控。
3 、软件工作流程
如图5所示,为控制系统的软件整体工作流程示意图。根据排钻机的实际工作情况,主要工作流程包括钻盒自动调整流程、自动加工流程和手动加工流程。
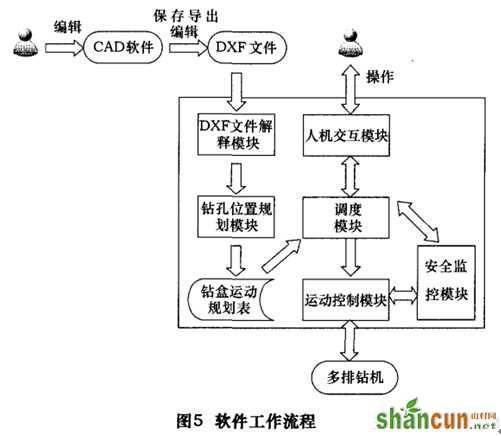
根据上述流程,设置了需求功能软件模块,求解出整机的功能架构。
3.1钻盒自动调整流程
(1)用户编辑完成板材钻孔CAD文件;
(2)将CAD文件载人到IPC中(载人方式可采用移动存储介质或网络传输);
(3)控制软件中的CAD文件解释模块对CAD文件进行分析,提取加工孔位信息;
(4)在钻孔位置规划模块中,根据孔位信息,生成钻盒各轴位置数据;
(5)将钻盒各轴位置数据保存到数据结构中(链表等);
(6)调度模块获取钻盒调整运动规划数据,调度运动控制模块,将各钻盒调整到位。
3.2自动钻孔流程
自动钻孔在钻盒调整完成后进行,在控制软件中,将按以下流程进行:(1)用户将工作模式设置为自动钻孔模式;(2)调度模块检查是否已完成钻盒位置调整;(3)调度模块调度运动控制模块,控制钻盒进给轴和各IO端口动作,实现钻孔过程。
3.3 CAD图形数据编辑模块
CAD孔位编辑功能模块可实现可视化的绘图功能,特点如下:
(1)上、下、左、右4个不同加工面分别绘图;
(2)4个工作面绘图区参数,可分别设置不同工作面的区域大小等参数;
(3)使用鼠标绘图方便快捷,鼠标点选后对应孔位信息显示;
(4)孔位坐标,钻孔半径,孔深等信息的显示与编辑修改并实时显示;
(5)孔位信JU的列表显示,点选可显示其属性参数,并可进行编辑、删除、复制等操作;
(6)上、下加工面孔位信息可以设置是否为通孔,保证上、下加工面,加工孔位的位置精度对位;
(7)加工文件实现保存与打开功能,方便数据文件的管理与重用。
本项目完成的设计能实现数控全自动多排钻孔功能;全自动多排钻自动调整功能与试加工功能;实现CAD模式钻孔信息绘制、编辑、分析等功能;控制系统配备以太网通讯,可与上下料机械手和自动化运输设备联网控制,并可实现单机和联网控制模式的在线实时切换;联网控制时,主控系统可实现对本设备的相关参数的集中设置功能;本设备控制系统可实时上传设备状态,报警信息和故障处理等信息;控制软件支持中文和英文界面。由大天数控加工中心http://www.hzdtsk.com 整理发表,转载请注明