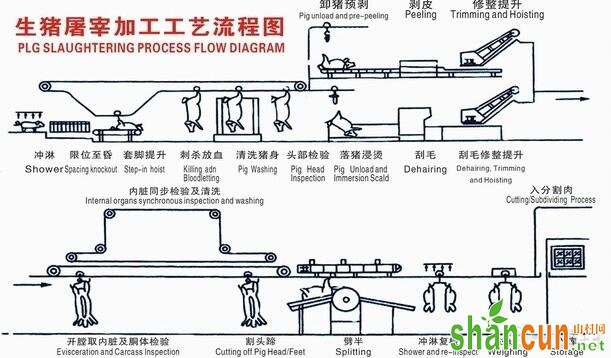
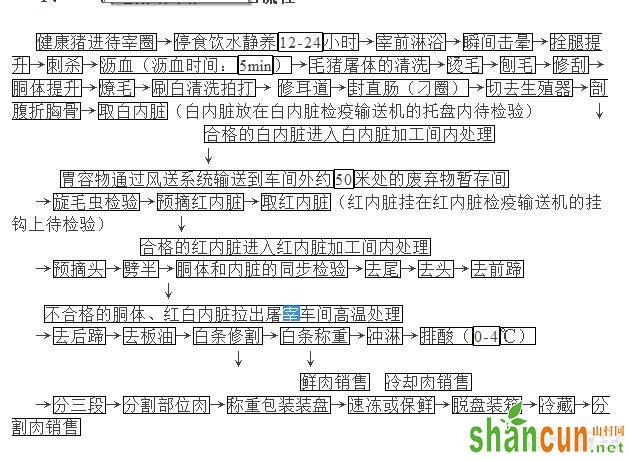
关于猪屠宰的介绍一直比较少,毕竟定点屠宰场出来之后,杀猪这个活养猪人就算想兼职也无能为力, 毕竟私下屠宰生猪是违法行为啊。这里作为普及给大家说说这刨毛猪屠宰加工工艺流程。
1、 待宰圈管理
(1)活猪进屠宰厂的待宰圈在卸车前,应索取产地动物防疫监督机构开具的合格证明,并临车观察,未见异常,证货相符后准予卸车。
(2)卸车后,检疫人员必须逐头观察活猪的健康状况,按检查的结果进行分圈、编号,合格健康的生猪赶入待宰圈休息;可疑病猪赶入隔离圈,继续观察;病猪和伤残猪送急宰间处理。
(3)对检出的可疑病猪,经过饮水和充分休息后,恢复正常的可以赶入待宰圈;症状忍不见缓解的,送往急宰间处理。
(4)待宰的生猪送宰前应停食静养12-24小时,以便消除运输途中的疲劳,恢复正常的生理状态,在静养期间检疫人员要定时观察,发现可疑病猪送隔离圈观察,确定有病的猪送急宰间处理,健康的生猪在屠宰前3小时停止饮水。
(5)生猪进屠宰车间之前,首先要进行淋浴,洗掉猪体上的污垢和微生物,同时也便于处分击晕,淋浴时要控制水压,不要过急以免造成猪过度紧张。
(6)淋浴后的生猪通过赶猪道赶入屠宰车间,赶猪道一般设计为“八”型,开始赶猪道可供2-4头猪并排前进,逐渐只能供一头猪前进,并使猪体不能调头往回走,此时赶猪道宽度设计为380-400mm。
生猪屠宰
2、 击晕
(1)击晕是生猪屠宰过程中的一重要环节,采用瞬间击晕的目的是使生猪暂时失去知觉,处于昏迷状态,以便刺杀放血,确保刺杀操作工的安全,减少劳动强度,提高劳动生产效率,保持屠宰厂周围环境的安静,同时也提高了肉品的质量。
(2)手麻电器是目前小型屠宰厂的常用麻电设备,这种麻电设备在使用前,操作工必须穿戴绝缘的长筒胶鞋和橡皮手套,以免触电,在麻电前应将麻电器的两个电极先后浸入浓度为5%的盐水,提高导电性能,麻电电压:70-90V,麻电时间:1-3s。
(3)三点式自动电击晕机是目前最先进的一种麻电设备,活猪通过赶猪道进入麻电机的输送装置,托着猪的腹部四蹄悬空经过1-2分钟的输送,消除猪的紧张状态,在猪不紧张的情况下瞬间脑、心麻电,击晕时间:1-3s,击晕电压:150-300v,击晕电流:1-3安培,击晕频率:800赫兹。这种击晕方式没有血斑,没有骨折,延缓PH值的下降,大大改善了猪肉的品质,同时也改善了动物福利。
3、刺杀放血
(1)卧式放血:击晕后的毛猪通过滑槽滑入卧式放血平板输送机上持刀刺杀放血,通过1-2分钟的沥血输送,猪体有90%的血液流入血液收集槽内,这种屠宰方式有利于血液的收集和利用,也提高了宰杀能力。也是和三点式电击晕机最完美的组合方式。
(2)倒立放血:击晕后的毛猪用扣脚链拴住一后腿,通过毛猪提升机或毛猪放血线的提升装置将毛猪提升进入毛猪放血自动输送线的轨道上再持刀刺杀放血。
(3)毛猪放血自动输送线轨道设计距车间的地坪高度不底于3400mm,在毛猪放血自动输送线上主要完成的工序:上挂、(刺杀)、沥血、猪体的清洗、(去头)等,沥血时间一般设计为5min。
4、浸烫刨毛
(1)烫猪池浸烫:将放血好毛猪通过卸猪器卸入烫猪池的接收台上,慢慢的把猪体滑入烫猪池内浸烫,浸烫的方式有人工翻烫和烫猪机摇烫,烫毛池的水温一般控制在58-62℃之间,水温过高防止把猪体烫白,影响脱毛效果。浸烫时间:4-6min。在烫猪池的正上方设计“天窗”排出水蒸汽。
(2)封闭运河式烫猪池浸烫:将放尽血的猪体由毛猪放血自动输送线通过下坡弯轨自动输送进入运河式烫猪池,在封闭的烫猪池内浸烫4-6min,在输送浸烫过程中要设计压杆压住猪体,防止猪体上浮。浸烫好的毛猪由毛猪自动输送线通过上坡弯轨自动输送出来,这种烫猪池的保温效果好。
生猪屠宰
(3)隧道式蒸汽烫毛系统:将放尽血的毛猪悬挂在毛猪放血自动输送线上进入隧道烫毛,这种烫毛方式大大降低了工人的劳动强度,提高了工作效率,实现毛猪烫毛的机械化操作,同时避免了猪体间交叉感染的弊端,使肉质更加卫生。这种烫毛方式是目前最先进、最理想的烫毛形式。
(4)卧式刨毛:这种刨毛方式主要采用100型刨毛机、200型机械(液压)刨毛机、300型机械(液压)刨毛机,用捞耙把浸烫好的毛猪从烫猪池内捞出自动进入刨毛机内,通过大滚筒的翻滚和软刨爪的刮毛把猪体的猪毛刨净,然后在将刨好的猪体放出来进入修刮输送机或清水池内修刮。
(5)螺旋自动刨毛:这种形式的刨毛和运河烫、隧道式蒸汽烫配套使用,浸烫好的毛猪从放血自动输送线上通过卸猪器卸下进入刨毛机内,通过软刨爪的刮毛和螺旋推进的方式将刨毛后的猪体从刨毛机的另一端推出来,进入修刮输送机上进行修刮。
5、机械剥皮
(1)毛猪在放血自动输送线上去头后,通过卸猪器卸下进入预剥输送机上,在预剥输送机上进行去前蹄、去后蹄和预剥皮等作业。
(2)把预剥后的猪输送到剥皮工位,用剥皮机的夹皮装置夹住猪皮通过机械剥皮机的滚筒旋转将猪体的整张猪皮剥下,剥下的猪皮自动输送或用皮张车运输到皮张暂存间。
6、胴体加工
(1)胴体加工工位:胴体修割、封直肠、去生殖器、剖腹折胸骨、去白内脏、旋毛虫检验、预摘红内脏、去红内脏、劈半、检验、去板油等,都是在胴体自动加工输送线上完成的,胴体线的轨道设计距车间地坪的高度不底于2400mm。
(2)刨毛或剥皮后的胴体用胴体提升机提升到胴体自动输送线的轨道上,刨毛猪需要燎毛、刷白清洗;剥皮猪需要胴体修割。
(3)打开猪的胸腔后,从猪的胸膛内取下白内脏,即肠、肚。把取出的白内脏放入白内脏检疫输送机的托盘内待检验。
(4)取出红内脏,即心、肝、肺。把取出的红内脏挂在红内脏同步检疫输送机的挂钩上待检验。
(5)用带式劈半锯或桥式劈半锯沿猪的脊椎把猪平均分成两半,桥式劈半锯的正上方应安装立式加快机。小型屠宰厂劈半使用往复式劈半锯。
(6)刨毛猪在胴体劈半后,去前蹄、去后蹄和猪尾,取下的猪蹄和尾用小车运输到加工间内处理。
(7)摘猪腰子和去板油,取下的腰子和板油用小车运输到加工间内处理。
(8)把猪的白条进行修整,修整后进入轨道电子秤进行白条的称重。根据称重的结果进行分级盖章。
7、同步卫检
(1)猪胴体、白内脏、红内脏通过检疫输送机同步输送到检验区采样检验。
(2)检验不合格的可疑病胴体,通过道岔进入可疑病胴体轨道,进行复检,确定有病的胴体进入病体轨道线,取下有病胴体放入封闭的车内拉出屠宰车间处理。
(3)检验不合格的白内脏,从检疫输送机的托盘内取出,放入封闭的车内拉出屠宰车间处理。
(4)检验不合格的红内脏,从检疫输送机的挂钩上取下来,放入封闭的车内拉出屠宰车间处理。
(5)红内脏同步检疫输送机的挂钩和白内脏检疫输送机的托盘自动通过冷-热-冷水的清洗和消毒。
8、 副产品加工
(1)合格的白内脏通过白内脏滑槽进入白内脏加工间,将肚和肠内的胃容物倒入风送罐内,充入压缩空气将胃容物通过风送管道输送到屠宰车间外约50米处,猪肚有洗猪肚机进行烫洗。将清洗后的肠、肚整理包装入冷藏库或保鲜库。
(2)合格的红内脏通过红内脏滑槽进入红内脏加工间,将心、肝、肺清洗后,整理包装入冷藏库或保鲜库。
9、 白条排酸
(1)将修割、冲洗后的白条进排酸间进行“排酸”,这是猪肉冷分割工艺的一重要环节。
(2)为了缩短白条肉排酸时间,白条在进排酸间之前设计白条的快冷工艺,快冷间的温度设计为-20℃,快冷时间设计为90分钟。
(3)排酸间的温度:0-4℃,排酸时间不超过16小时。
(4)排酸轨道设计距排酸间地坪高度不底于2400mm,轨道间距:800mm,排酸间每米轨道可挂3头猪的白条。
10、 分割包装
(1)将排酸后的白条通过卸肉机从轨道上卸下来,用分段锯把每片猪肉分成3-4段,用输送机自动传送到分割人员的工位,再由分割人员分割成各个部位肉。
(2)分割好的部位肉真空包装后,放入冷冻盘内用凉肉架车推到结冻库(-30℃)结冻或到成品冷却间(0-4℃)保鲜。
(3)将结冻好的产品托盘后装箱,进冷藏库(-18℃)储存。
(4)剔骨分割间温控:10-15℃,包装间温控:10℃以下。
可以说杀猪真的是比较麻烦定点屠宰场检验屠宰出来养猪人交个钱就好还是比较轻松容易的。而且通过严格检疫一些问题猪也能找出来。对整个猪肉市场也是有好处的。